
- 0
- 1,985 word
The manufacturing industry is experiencing one of the most significant transformations in its history. Across the world, companies are replacing traditional production systems with intelligent, connected, and data-driven environments known as the smart factory. Powered by advanced automation, Artificial Intelligence (AI), Industrial Internet of Things (IIoT), industrial robotics, and real-time analytics, smart manufacturing is reshaping how products are designed, produced, monitored, and delivered.
Having spent more than 25 years working with factory automation systems, manufacturing operations, robotics integration projects, and digital transformation initiatives, I have witnessed firsthand how technology has transformed factory floors. Processes that once depended heavily on manual intervention are now supported by intelligent machines capable of making real-time decisions.
The rise of the industry 4.0 smart factory has accelerated innovation across automotive, electronics, pharmaceutical, aerospace, and consumer goods sectors. Today’s smart factory technology allows manufacturers to improve productivity, reduce downtime, enhance quality, and gain unprecedented visibility into operations.
Whether you are a business leader evaluating digital transformation, an engineer exploring emerging technologies, an investor tracking industrial innovation, or a student preparing for the future of manufacturing, understanding the modern digital factory has become essential.
What Is a Smart Factory?
A smart factory is a highly connected manufacturing environment where machines, systems, sensors, software, and people communicate continuously to optimize production processes.
Unlike traditional factories that operate through isolated systems and manual decision-making, smart factories use real-time data and intelligent automation to improve operational performance.
Key characteristics include:
- Connected machines and equipment
- Real-time monitoring and analytics
- Autonomous decision-making
- Predictive maintenance
- AI-powered optimization
- Digital twins and simulations
- Advanced robotics
An industry 4.0 smart factory combines cyber-physical systems, cloud computing, edge computing, and IIoT technologies to create a highly adaptive production environment.
For example, a modern automotive plant can automatically detect production bottlenecks, predict machine failures before they occur, and adjust workflows without human intervention.
The digital factory concept extends beyond physical equipment by creating a virtual representation of operations that enables continuous optimization.
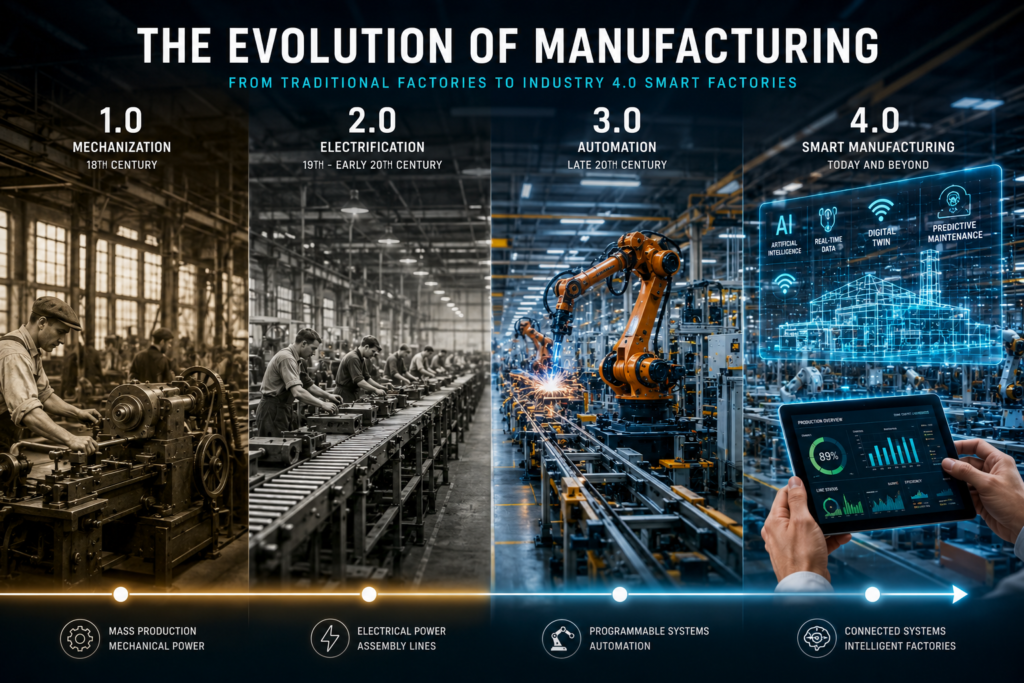
Evolution of Manufacturing: From Traditional Factories to Smart Manufacturing
Industrial Revolution Era
Manufacturing began with mechanization during the Industrial Revolution. Steam-powered machines dramatically increased production capacity but required extensive human supervision.
Automation and Robotics Era
The late twentieth century introduced programmable logic controllers (PLCs), industrial robots, and computer-controlled machinery. Factory automation improved consistency and productivity but systems often operated independently.
Industry 4.0 Revolution
Industry 4.0 introduced connected intelligence. Machines gained the ability to communicate, exchange data, and respond dynamically to changing conditions.
The Rise of the Digital Factory
Today’s digital factory integrates AI, cloud platforms, IIoT devices, machine learning, and advanced analytics into a single ecosystem capable of autonomous optimization.
Key Technologies Powering Smart Factories
Industrial Internet of Things (IIoT)
IIoT connects machines, sensors, and systems across production environments.
Current applications include:
- Equipment monitoring
- Asset tracking
- Energy management
- Predictive maintenance
Future IIoT systems will support increasingly autonomous manufacturing operations.
Artificial Intelligence and Machine Learning
AI in manufacturing enables machines to analyze vast datasets and optimize production automatically.
Applications include:
- Defect detection
- Demand forecasting
- Process optimization
- Production scheduling
Machine learning systems continuously improve performance by learning from operational data.
Industrial Robotics
Modern industrial robotics extends beyond repetitive assembly tasks.
Collaborative robots (cobots) now work safely alongside human operators, improving productivity while maintaining flexibility.
Digital Twins
Digital twins create virtual replicas of machines, production lines, and entire facilities.
Manufacturers use digital twins to:
- Simulate changes
- Test new processes
- Predict failures
- Improve efficiency
Cloud Computing
Cloud manufacturing platforms provide centralized access to production data, analytics, and applications.
Benefits include:
- Scalability
- Remote monitoring
- Lower infrastructure costs
- Enhanced collaboration
Edge Computing
Edge computing processes data close to machines rather than relying solely on cloud systems.
This reduces latency and improves response times for critical manufacturing applications.
Industrial Sensors
Industrial sensors collect real-time information on:
- Temperature
- Pressure
- Vibration
- Energy consumption
- Equipment performance
These sensors form the foundation of smart factory technology.
Advanced Data Analytics
Manufacturing analytics transforms raw data into actionable insights that support operational excellence and continuous improvement.
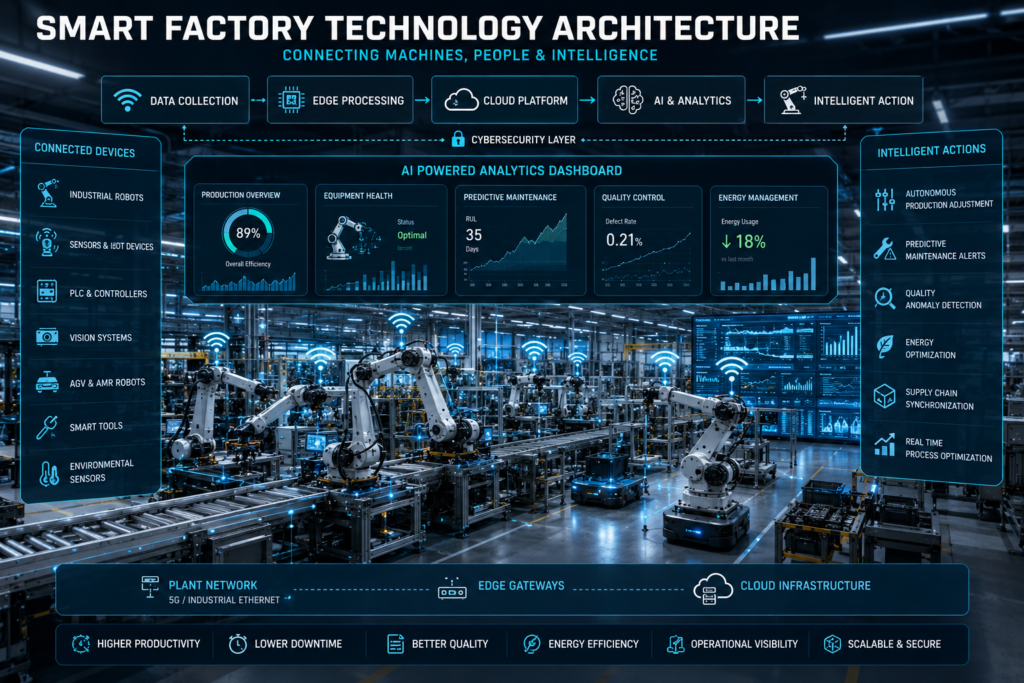
Smart Factory Technology Architecture Explained
Connected Machines
Every machine communicates through integrated networks, creating a connected factory ecosystem.
Real-Time Data Collection
Sensors continuously gather operational information from production assets.
Intelligent Decision Systems
AI-driven platforms analyze incoming data and recommend or execute actions automatically.
Automated Workflows
Manufacturing workflows become dynamic and adaptive, responding to changing conditions in real time.
Predictive Maintenance Systems
Instead of waiting for equipment failures, predictive maintenance identifies potential issues before breakdowns occur.
Cybersecurity Layers
Industrial cybersecurity protects operational technology networks from cyber threats while maintaining system availability.
Together, these components create a highly efficient digital factory environment.
Benefits of Smart Manufacturing
Increased Productivity
Automation and AI eliminate inefficiencies and improve throughput.
Reduced Downtime
Predictive maintenance minimizes unexpected equipment failures.
Better Product Quality
AI-powered quality inspection systems identify defects with exceptional accuracy.
Lower Operational Costs
Optimized workflows reduce waste, labor costs, and maintenance expenses.
Energy Efficiency
Smart energy management systems monitor and optimize power consumption.
Improved Worker Safety
Robotics and automation reduce employee exposure to hazardous environments.
Faster Decision Making
Real-time monitoring provides instant operational visibility.
Greater Supply Chain Visibility
Connected systems improve forecasting, inventory management, and logistics planning.
In one manufacturing transformation project I participated in, predictive maintenance alone reduced unplanned downtime by more than 30% within the first year.
Smart Factory vs Traditional Factory
| Feature | Traditional Factory | Smart Factory |
|---|---|---|
| Automation Level | Limited | Highly Automated |
| Data Collection | Manual | Real-Time Automated |
| Maintenance | Reactive | Predictive |
| Productivity | Moderate | High |
| Quality Control | Manual Inspection | AI-Driven Inspection |
| Energy Efficiency | Limited Monitoring | Intelligent Optimization |
| Decision Making | Human-Based | Data-Driven |
| Scalability | Difficult | Highly Flexible |
| Operational Costs | Higher Long-Term Costs | Optimized Costs |
A traditional factory focuses primarily on production output, while a smart manufacturing environment continuously optimizes performance through intelligent systems. The result is greater flexibility, resilience, and competitiveness.
Real-World Smart Factory Examples
renewable energy future
Automotive manufacturers use industrial robotics, AI inspection systems, and digital twins to improve assembly line efficiency.
Electronics Manufacturing
Electronics producers leverage machine vision and AI-powered quality control to maintain precision standards.
Pharmaceutical Production
Pharmaceutical facilities utilize real-time monitoring and automated compliance systems to meet regulatory requirements.
Food and Beverage Industry
Food manufacturers use IIoT sensors to monitor quality, temperature, and supply chain conditions.
Aerospace Manufacturing
Aerospace companies employ digital twins and predictive analytics to improve product reliability and reduce manufacturing risks.
The common lesson across industries is clear: successful smart factory implementations focus on business outcomes rather than technology alone.

Challenges of Implementing a Smart Factory
renewable energy future
Digital transformation projects often require substantial capital investment.
Cybersecurity Risks
Connected systems increase exposure to cyber threats.
Workforce Skill Gaps
Employees require new digital and analytical capabilities.
Legacy Equipment Integration
Older equipment may not easily connect to modern platforms.
Data Management Complexity
Managing massive volumes of industrial data presents significant challenges.
Change Management
Organizational resistance often becomes a bigger obstacle than technology itself.
Successful manufacturers address these challenges through phased implementation strategies and workforce training initiatives.
Smart Factory Technology Trends for 2026 and Beyond
AI-Driven Autonomous Factories
Factories will increasingly operate with minimal human intervention.
Generative AI in Manufacturing
Generative AI will optimize production planning, engineering design, and operational decision-making.
Human-Robot Collaboration
Collaborative robots will become standard across production environments.
Digital Twin Expansion
Digital twins will model entire supply chains, not just production assets.
Sustainable Manufacturing
Environmental performance will become a core manufacturing KPI.
Green Smart Factories
AI-powered systems will reduce waste, emissions, and resource consumption.
5G and Industrial Connectivity
5G networks will enable faster, more reliable machine communications.
Edge AI Systems
Edge AI will deliver real-time intelligence directly at production sites.
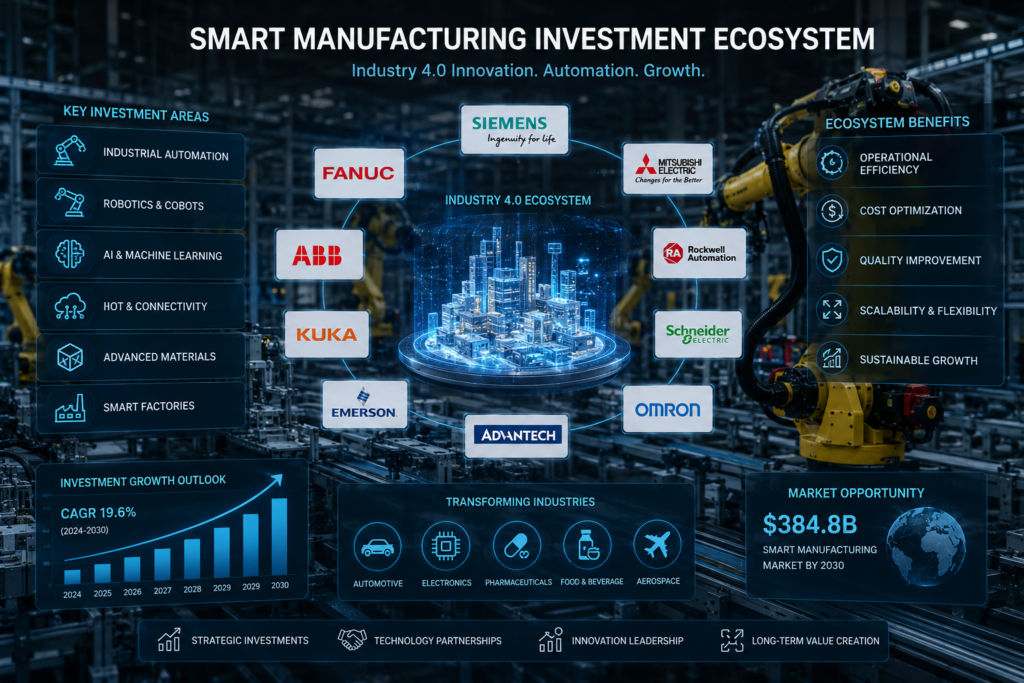
Investment Opportunities in Smart Manufacturing
Industrial Automation Companies
Demand for automation technologies continues to grow globally.
Robotics Providers
Industrial robotics remains one of the fastest-growing segments.
Industrial AI Platforms
AI software providers are becoming critical manufacturing partners.
IIoT Startups
Connected factory solutions continue attracting investor interest.
Digital Twin Software Providers
Digital twin adoption is expanding rapidly across industries.
Smart Factory Infrastructure
Networking, cybersecurity, and cloud infrastructure providers are positioned for long-term growth.
Global manufacturing modernization initiatives continue creating significant opportunities for investors and technology providers alike.
My 25-Year Perspective on Smart Factory Transformation
Over the past 25 years, I have witnessed manufacturing evolve from largely manual operations to highly intelligent, connected ecosystems.
The biggest breakthrough was not robotics itself—it was connectivity. Once machines began sharing data in real time, manufacturers gained unprecedented visibility into operations.
One of the most common mistakes I continue to see is treating digital transformation as a technology project rather than a business transformation initiative. Companies often invest heavily in software and hardware without clearly defining operational objectives.
The most successful projects begin with measurable goals such as reducing downtime, improving quality, or increasing throughput.
Looking toward 2035, I expect autonomous production systems, AI-driven decision-making, digital twins, and sustainable manufacturing technologies to become standard components of every major smart factory.
Manufacturers that embrace innovation strategically will gain a significant competitive advantage.
Frequently Asked Questions (FAQs)
What is a smart factory?
A smart factory is a digitally connected manufacturing environment that uses automation, AI, IIoT, and analytics to optimize production.
How does smart manufacturing work?
Smart manufacturing uses connected systems, sensors, software, and intelligent automation to improve operational efficiency.
What is Industry 4.0 smart factory technology?
It refers to manufacturing environments that combine cyber-physical systems, AI, cloud computing, and connected devices.
What are digital twins in manufacturing?
Digital twins are virtual representations of physical assets used for simulation, monitoring, and optimization.
What industries use smart factories?
Automotive, aerospace, electronics, pharmaceutical, food and beverage, and consumer goods industries widely use smart factories.
What are the benefits of smart manufacturing?
Benefits include higher productivity, lower costs, improved quality, reduced downtime, and better decision-making.
Are smart factories expensive?
Initial investment can be significant, but long-term efficiency gains often provide strong returns.
How does AI improve manufacturing?
AI supports predictive maintenance, quality control, forecasting, process optimization, and autonomous decision-making.
What is predictive maintenance?
Predictive maintenance uses sensors and analytics to identify potential equipment failures before they occur.
What is the future of smart factory technology?
Future smart factories will feature autonomous operations, AI-driven optimization, advanced robotics, digital twins, and sustainable manufacturing systems.
[IMAGE PLACEHOLDER #5]
Image Prompt: “Future smart factory ecosystem powered by AI, robotics, industrial IoT, digital twins, autonomous manufacturing systems, futuristic Industry 4.0 visualization, ultra realistic, 8K”
Conclusion
The smart factory represents the future of manufacturing. By combining Industry 4.0 technologies such as AI, machine learning, IIoT, industrial robotics, digital twins, cloud platforms, and advanced analytics, manufacturers can achieve unprecedented levels of productivity, efficiency, quality, and agility.
While challenges such as cybersecurity, workforce development, and implementation costs remain, the benefits of smart manufacturing far outweigh the obstacles. Organizations that embrace digital transformation today will be better positioned to compete in tomorrow’s increasingly connected global economy.
As manufacturing continues evolving toward autonomous, sustainable, and intelligent production systems, smart factory technology will become the defining force shaping the next generation of global industrial innovation.
Author
razakh6402@gmail.com
Related Posts

Best Online Collaboration Tools: Why the Right Team Collaboration Software Matters in 2026
- 0
- 2,269 words
Businesses no longer work from a single office, and that reality has completely changed how teams communicate, share files, and manage projects....

Live Chat Software: 10 Best Live Chat Software Solutions for Businesses in 2026
- 0
- 2,419 words
If there’s one technology I’ve watched completely transform online customer service over the past 15 years, it’s live chat software. When I...

Customer Support Software: 10 Best Help Desk Software Solutions for Businesses (2026 Guide)
- 0
- 2,216 words
Excellent customer service has become one of the biggest competitive advantages for modern businesses. Over the last decade, I’ve seen companies with...

Inventory Management Software: 10 Best Inventory Software for Small Business (2026 Guide)
- 0
- 2,902 words
After helping retailers, wholesalers, manufacturers, and eCommerce businesses implement inventory management software for more than 15 years, I’ve noticed one consistent pattern:...

Best HR Software: 10 Best HR Management Software for Small Business (2026 Guide)
- 0
- 2,433 words
Managing employees was much simpler when businesses relied on spreadsheets, filing cabinets, and paper forms. Today, that approach creates unnecessary delays, compliance...

Best Payroll Software: Payroll Software for Small Business Compared (2026 Guide)
- 0
- 3,061 words
Over the past 15 years, I’ve worked with startups, small businesses, accounting firms, and growing enterprises to streamline payroll processes. One lesson...