
- 0
- 2,066 words
Manufacturing is experiencing one of the biggest transformations since the Industrial Revolution. Across the globe, factories are becoming smarter, more connected, and increasingly autonomous. The modern smart factory is no longer a futuristic concept—it is a business reality driving productivity, quality, efficiency, and competitiveness.
{kind=link}
Over the past 25 years working with manufacturing systems, automation projects, robotics integration, and digital transformation initiatives, I have witnessed factories evolve from paper-based operations to highly connected environments powered by data and intelligence. Today, smart manufacturing combines advanced technologies such as Artificial Intelligence (AI), the Industrial Internet of Things (IIoT), machine learning, robotics, cloud computing, and real-time analytics to create agile production ecosystems.
An Industry 4.0 smart factory continuously collects data from machines, sensors, and production systems. This information is analyzed in real time to optimize operations, predict failures, improve quality, and automate decision-making. Unlike traditional facilities, a modern digital factory learns, adapts, and improves itself over time.
Whether you are a business leader planning digital transformation, an engineer exploring factory automation, an investor tracking future manufacturing technologies, or a student preparing for tomorrow’s workforce, understanding smart factory technology is essential.
What Is a Smart Factory?
A smart factory is a highly digitized manufacturing facility that uses interconnected systems, data analytics, automation, and intelligent technologies to monitor, optimize, and automate production processes.
At its core, smart manufacturing focuses on creating a connected factory where machines, people, software, and supply chains communicate seamlessly.
Core Characteristics of a Smart Factory
- Real-time monitoring
- Automated production systems
- Connected machinery
- Predictive maintenance
- AI-driven decision making
- Industrial robotics
- Digital twins
- Cloud-based analytics
How It Differs from Traditional Manufacturing
Traditional factories rely heavily on manual inspections, reactive maintenance, and disconnected systems. A smart factory uses continuous data collection and intelligent automation to improve every aspect of production.
For example, instead of waiting for a machine to fail, predictive maintenance systems can identify early warning signs and schedule maintenance before costly downtime occurs.
This proactive approach is what makes the Industry 4.0 smart factory fundamentally different from older manufacturing models.
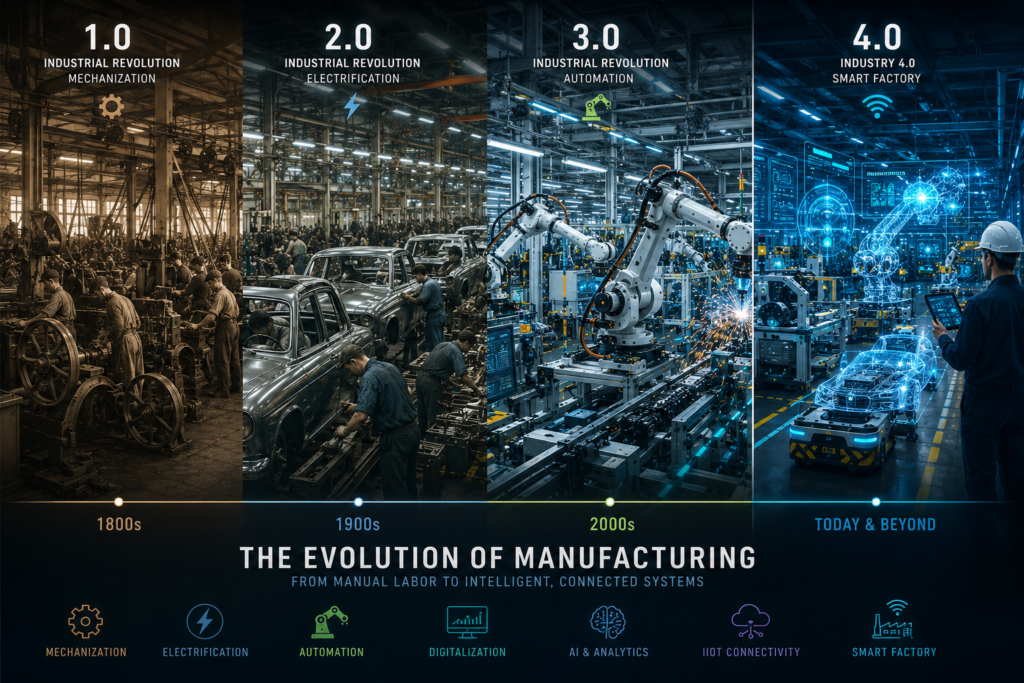
Evolution of Manufacturing: From Traditional Factories to Smart Manufacturing
Industrial Revolution Era
The first Industrial Revolution introduced mechanization through steam-powered equipment. Production shifted from manual craftsmanship to machine-assisted manufacturing.
Automation and Robotics Era
The late twentieth century brought programmable logic controllers (PLCs), industrial automation systems, and robotic arms. Factories became faster and more consistent.
Industry 4.0 Revolution
Industry 4.0 introduced cyber-physical systems, cloud computing, AI in manufacturing, and IIoT connectivity. Machines became capable of communicating and sharing information.
The Rise of the Digital Factory
Today’s digital factory integrates physical production with virtual intelligence. Digital twins, manufacturing analytics, and autonomous systems enable continuous optimization.
The evolution has moved manufacturing through four major stages:
- Mechanization
- Electrification
- Automation
- Intelligent Connectivity
This progression laid the foundation for modern smart factory technology.
Key Technologies Powering Smart Factories
Industrial Internet of Things (IIoT)
IIoT connects machines, equipment, sensors, and systems across the factory floor.
Benefits include:
- Real-time visibility
- Equipment monitoring
- Faster issue detection
- Improved productivity
Future factories will deploy millions of industrial sensors generating continuous operational insights.
Artificial Intelligence and Machine Learning
AI in manufacturing analyzes massive datasets to identify patterns and optimize production.
Applications include:
- Defect detection
- Production scheduling
- Demand forecasting
- Quality control
Machine learning enables systems to improve automatically as more data becomes available.
Industrial Robotics
Modern industrial robots perform repetitive tasks with exceptional precision.
Applications include:
- Welding
- Packaging
- Material handling
- Assembly operations
Collaborative robots (cobots) are increasingly working alongside human operators.
Digital Twins
A digital twin is a virtual representation of a physical asset or production system.
Manufacturers use digital twins to:
- Simulate production changes
- Predict failures
- Improve designs
- Optimize workflows
Cloud Computing
Cloud manufacturing platforms centralize operational data and analytics.
Benefits include:
- Scalability
- Remote access
- Cross-site collaboration
- Lower infrastructure costs
Edge Computing
Edge computing processes data near production equipment instead of sending everything to the cloud.
Advantages include:
- Lower latency
- Faster decisions
- Reduced bandwidth usage
Industrial Sensors
Sensors act as the nervous system of the connected factory.
They monitor:
- Temperature
- Vibration
- Pressure
- Humidity
- Energy consumption
Advanced Data Analytics
Manufacturing analytics transforms raw data into actionable intelligence.
Organizations use analytics to improve:
- Productivity
- Yield
- Quality
- Asset utilization
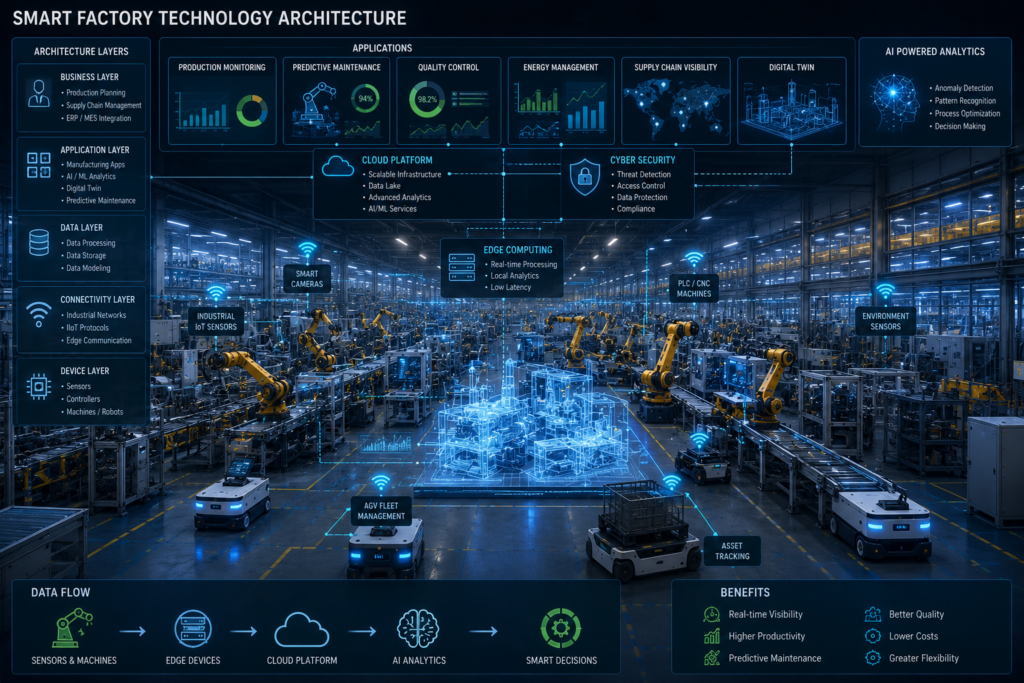
Smart Factory Technology Architecture Explained
Connected Machines
Machines communicate through industrial networks and IIoT platforms.
Real-Time Data Collection
Industrial sensors continuously capture operational information.
Intelligent Decision Systems
AI systems analyze incoming data and recommend actions.
Automated Workflows
Software automates approvals, scheduling, maintenance planning, and inventory management.
Predictive Maintenance Systems
Predictive maintenance uses machine learning models to anticipate failures before they occur.
Cybersecurity Layers
Industrial cybersecurity protects connected systems from unauthorized access and cyber threats.
A modern digital factory depends on secure and resilient architectures that balance connectivity with protection.
Benefits of Smart Manufacturing
Increased Productivity
Automation reduces bottlenecks and improves throughput.
Reduced Downtime
Predictive maintenance prevents unexpected equipment failures.
Better Product Quality
AI-powered inspection systems identify defects more accurately than manual inspections.
Lower Operational Costs
Resource optimization reduces waste and labor-intensive activities.
Energy Efficiency
Smart factories monitor energy consumption and optimize usage.
Improved Worker Safety
Robots handle hazardous tasks while sensors monitor workplace conditions.
Faster Decision Making
Real-time monitoring provides instant operational visibility.
Greater Supply Chain Visibility
Smart supply chain platforms improve forecasting and inventory management.
Manufacturers implementing smart factory technology often report productivity improvements ranging from 15% to 30%.
Smart Factory vs Traditional Factory
| Feature | Traditional Factory | Smart Factory |
|---|---|---|
| Automation Level | Limited | Highly Automated |
| Data Collection | Manual | Real-Time |
| Maintenance | Reactive | Predictive |
| Productivity | Moderate | High |
| Quality Control | Sampling-Based | Continuous Monitoring |
| Energy Efficiency | Basic | Optimized |
| Decision Making | Human-Driven | AI-Assisted |
| Scalability | Limited | Highly Flexible |
| Operational Costs | Higher Long-Term | Lower Long-Term |
Analysis
Traditional facilities operate largely on historical reports and manual interventions. Smart factories leverage real-time monitoring, automation, and analytics to make informed decisions instantly.
The result is higher efficiency, lower waste, and stronger competitiveness.
Real-World Smart Factory Examples
Automotive Manufacturing
Automotive plants use industrial robotics, AI vision systems, and digital twins to streamline assembly operations.
Electronics Manufacturing
Electronics producers utilize automated inspection systems capable of detecting microscopic defects.
Pharmaceutical Production
Pharmaceutical facilities employ connected manufacturing systems to ensure regulatory compliance and product quality.
Food and Beverage Industry
Smart manufacturing enables traceability, quality assurance, and inventory optimization.
Aerospace Manufacturing
Aerospace manufacturers use digital twins to simulate complex components before production.
One lesson repeatedly observed across industries is that successful digital transformation starts with clear business objectives rather than technology alone.

Challenges of Implementing a Smart Factory
High Initial Investment
Infrastructure, software, and integration costs can be substantial.
Cybersecurity Risks
Connected systems create new security vulnerabilities.
Workforce Skill Gaps
Organizations need employees trained in analytics, automation, and AI.
Legacy Equipment Integration
Older machinery often lacks connectivity features.
Data Management Complexity
Managing large volumes of operational data requires strong governance.
Change Management
Employee resistance can slow adoption efforts.
Practical Solutions
- Start with pilot projects
- Invest in workforce training
- Implement phased deployments
- Prioritize cybersecurity
- Define measurable ROI targets
Smart Factory Technology Trends for 2026 and Beyond
AI-Driven Autonomous Factories
AI will increasingly make operational decisions with minimal human intervention.
Generative AI in Manufacturing
Generative AI will accelerate product design, process optimization, and workforce assistance.
Human-Robot Collaboration
Cobots will become standard across many production environments.
Digital Twin Expansion
Digital twins will model entire factories and supply chains.
Sustainable Manufacturing
Environmental performance will become a key business metric.
Green Smart Factories
Energy-efficient operations and carbon reduction initiatives will gain priority.
5G and Industrial Connectivity
5G networks will improve real-time communication and autonomous operations.
Edge AI Systems
Edge AI will enable instant decision-making directly on production equipment.
The factories of 2030 will be significantly more autonomous, data-driven, and sustainable than today’s facilities.
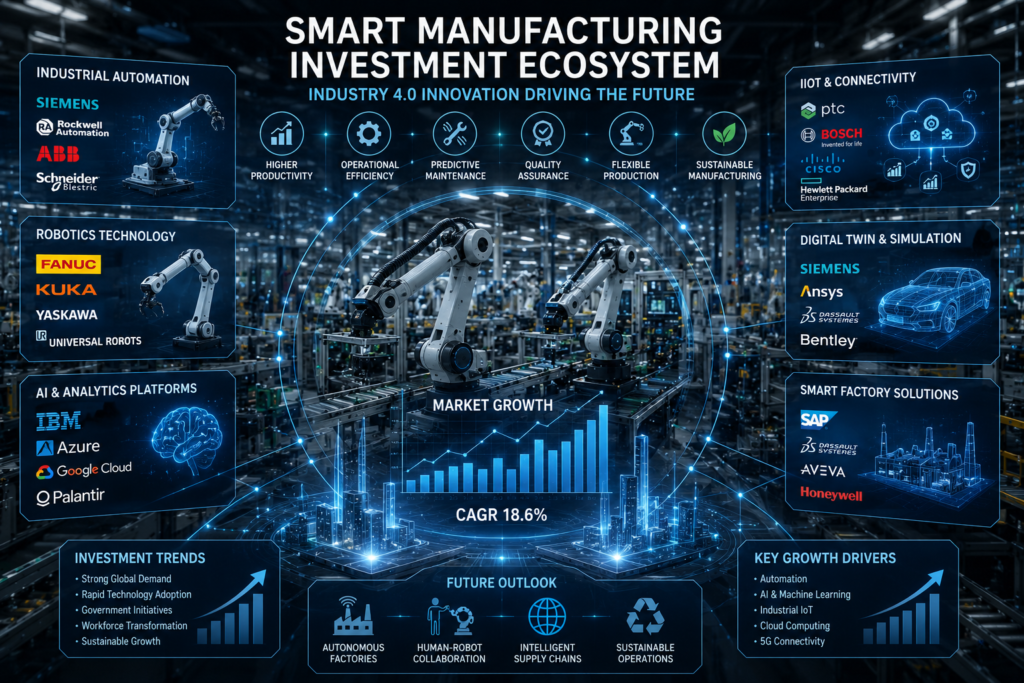
Investment Opportunities in Smart Manufacturing
Industrial Automation Companies
Leading automation providers continue benefiting from Industry 4.0 adoption.
Robotics Providers
Demand for industrial robotics remains strong globally.
Industrial AI Platforms
AI software solutions are becoming critical manufacturing infrastructure.
IIoT Startups
Connected device ecosystems represent a rapidly growing market.
Digital Twin Software Providers
Simulation platforms are attracting substantial investment.
Smart Factory Infrastructure
Industrial networking, cloud platforms, and edge computing solutions continue expanding.
Industry analysts from organizations such as the Manufacturing Leadership Council, Deloitte, McKinsey, and the World Economic Forum consistently identify smart manufacturing as one of the highest-growth industrial technology segments.
My 25-Year Perspective on Smart Factory Transformation
After spending more than two decades working around manufacturing operations, automation initiatives, and digital transformation programs, I can confidently say that today’s smart factory revolution is the most significant manufacturing shift I have witnessed.
In the late 1990s, many factories still relied on paper records, spreadsheets, and manual inspections. Data often arrived days or weeks after production events occurred. Decision-making was reactive rather than proactive.
The biggest breakthroughs I have observed include industrial connectivity, predictive maintenance, AI-powered analytics, and digital twin technology. These innovations transformed manufacturing from experience-based operations into data-driven ecosystems.
One of the most common mistakes organizations make is investing heavily in technology without defining clear business outcomes. Successful smart manufacturing initiatives always begin with measurable goals such as reducing downtime, improving quality, or increasing throughput.
Looking toward 2035, I expect autonomous production systems, AI-driven optimization, and fully integrated smart supply chains to become mainstream. Factories will become increasingly self-learning, sustainable, and resilient.
The future belongs to organizations that embrace continuous innovation rather than waiting for disruption to force change.
Frequently Asked Questions (FAQs)
1. What is a smart factory?
A smart factory is a digitally connected manufacturing facility that uses automation, AI, IIoT, and analytics to optimize production.
2. How does smart manufacturing work?
Smart manufacturing collects data from connected equipment, analyzes it in real time, and automates decisions to improve efficiency.
3. What is Industry 4.0 smart factory technology?
Industry 4.0 smart factory technology combines IIoT, AI, robotics, cloud computing, and cyber-physical systems to create intelligent production environments.
4. What are digital twins in manufacturing?
Digital twins are virtual replicas of physical assets that help manufacturers simulate, monitor, and optimize operations.
5. What industries use smart factories?
Automotive, aerospace, electronics, pharmaceuticals, food and beverage, and consumer goods industries widely use smart factories.
6. What are the benefits of smart manufacturing?
Benefits include higher productivity, lower downtime, better quality, improved safety, and reduced operational costs.
7. Are smart factories expensive?
Initial investments can be significant, but long-term savings and productivity gains often justify the costs.
8. How does AI improve manufacturing?
AI improves forecasting, quality inspection, predictive maintenance, scheduling, and operational optimization.
9. What is predictive maintenance?
Predictive maintenance uses data analytics and machine learning to identify potential equipment failures before they occur.
10. What is the future of smart factory technology?
Future smart factories will feature autonomous operations, advanced AI systems, digital twins, 5G connectivity, and sustainable manufacturing practices.

Conclusion
The modern smart factory represents the convergence of automation, intelligence, connectivity, and data-driven decision-making. Through smart manufacturing, organizations can achieve higher productivity, better quality, lower costs, and greater operational resilience.
As Industry 4.0 smart factory initiatives continue expanding, technologies such as AI, IIoT, industrial robotics, digital twins, cloud manufacturing, and edge computing will redefine how products are designed, produced, and delivered.
While challenges such as cybersecurity, workforce development, and integration complexity remain, the opportunities far outweigh the risks. Companies that embrace smart factory technology today position themselves to lead tomorrow’s manufacturing economy.
The future of global manufacturing will not be defined by who owns the largest factories it will be defined by who builds the smartest ones.
Author
razakh6402@gmail.com
Related Posts

Best Online Collaboration Tools: Why the Right Team Collaboration Software Matters in 2026
- 0
- 2,269 words
Businesses no longer work from a single office, and that reality has completely changed how teams communicate, share files, and manage projects....

Live Chat Software: 10 Best Live Chat Software Solutions for Businesses in 2026
- 0
- 2,419 words
If there’s one technology I’ve watched completely transform online customer service over the past 15 years, it’s live chat software. When I...

Customer Support Software: 10 Best Help Desk Software Solutions for Businesses (2026 Guide)
- 0
- 2,216 words
Excellent customer service has become one of the biggest competitive advantages for modern businesses. Over the last decade, I’ve seen companies with...

Inventory Management Software: 10 Best Inventory Software for Small Business (2026 Guide)
- 0
- 2,902 words
After helping retailers, wholesalers, manufacturers, and eCommerce businesses implement inventory management software for more than 15 years, I’ve noticed one consistent pattern:...

Best HR Software: 10 Best HR Management Software for Small Business (2026 Guide)
- 0
- 2,433 words
Managing employees was much simpler when businesses relied on spreadsheets, filing cabinets, and paper forms. Today, that approach creates unnecessary delays, compliance...

Best Payroll Software: Payroll Software for Small Business Compared (2026 Guide)
- 0
- 3,061 words
Over the past 15 years, I’ve worked with startups, small businesses, accounting firms, and growing enterprises to streamline payroll processes. One lesson...